
Introduction
The development of microchannel technology now offers the air conditioning, refrigeration and process cooling industry, a compact high-efficiency heat exchanger option for use throughout, with proven superior thermal performance and greatly reduced environmental impact, when compared with the traditional tried and tested heat exchangers we are all familiar with.
With the advent of microelectrochemical systems (MEMs) in the early 1980’s, the concept of microchannel technology came about, followed by broader applications for their use, including the development of microchannel heat exchangers for various industries, in our case, HVAC and Refrigeration sectors.
The automotive air conditioning systems were among the first to adopt MCHEs due to their compact size and high efficiency, where both space and weight are critical factors. This technology soon evolved and expanded into the HVAC sector, refrigeration, and process cooling markets.
Technology Overview
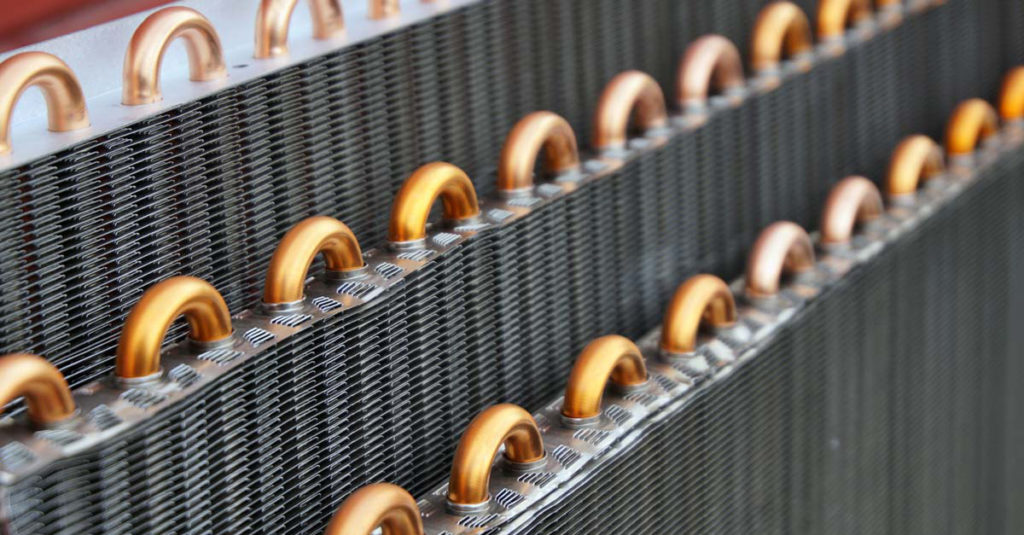
Microchannel heat exchangers consist generally of flat aluminium tubes with multiple small channels (microchannels) through which the refrigerant flow. The flat tubes are sandwiched between fins, increasing the surface area for heat exchange, thus enhancing thermal performance. Suitably designed headers and manifolds distribute refrigerant evenly across the microchannels.
When designing the relevant microchannel heat exchanger, the key parameters comprise channel diameter, tube and fin material, fin thickness (density) and of course, the type of refrigerant for use.
Advantages of MCHEs
Compared to the traditional copper tube / aluminium fin heat exchangers, MCHEs deliver a higher heat transfer coefficient, significantly improving thermal performance.
Their compact design and low weight ratio allow for applications where space and weight restrictions prevail.
As a result, the reduced refrigerant charge decreases the environmental impact considerably and in turn, overall operating costs.
Typically constructed from aluminium, MCHEs furthermore offer excellent durability in terms of both corrosion and scale resistance levels.
In addition, MCHEs, by virtue of their design, ensure a lower air-side pressure drop. This reduces fan power, lowering energy consumption, thereby improving overall system efficiency.
Disadvantaged of MCHEs
One must avoid the misconceived belief that MCHEs represent the “be-all and end-all” in terms of heat exchanger application and design. Since the inception of the microchannel product, the South African HVAC sector has experienced a substantial number of failures, to the extent that some engineers are prohibiting their use, opting for the well-tried Fin-on-Tube arrangement to safeguard the client and end-user. Over several years, the type of failure experienced has been in most cases, refrigerant leakage, leading to premature high repair cost / replacement implications (bearing in mind that the operational life of a heat exchanger is expected to be between 20 and 30 years).
Maintenance of Microchannel Heat Exchangers
In order to achieve an acceptable service lifespan, it is necessary to understand the need for proper routine maintenance. With a MCHE, a more intensive maintenance approach is necessary, something that is not fully understood in the local service industry.
The Southern African market presents unique challenges for the implementation and maintenance of microchannel heat exchangers. These require carefully planned maintenance programmes, crucial in ensuring their longevity and ongoing performance.
Regular cleaning (monthly) with good quality mains water to prevent fouling, is essential. The need for high quality cleaning water to prevent scaling and corrosion is paramount. Low-pressure air or (clean) water can be used to remove dust and debris, so as not to damage the fins, the emphasis being on low-pressure.
Routine inspections for refrigerant leaks are important. Refrigerant oil-leak residue at the headers and manifolds or on the face of the heat exchanger, are the tell-tale signs, giving timeous indication of a positive leak, demanding immediate remedial action. In this regard, an accurate field charge is crucial for microchannel coils.
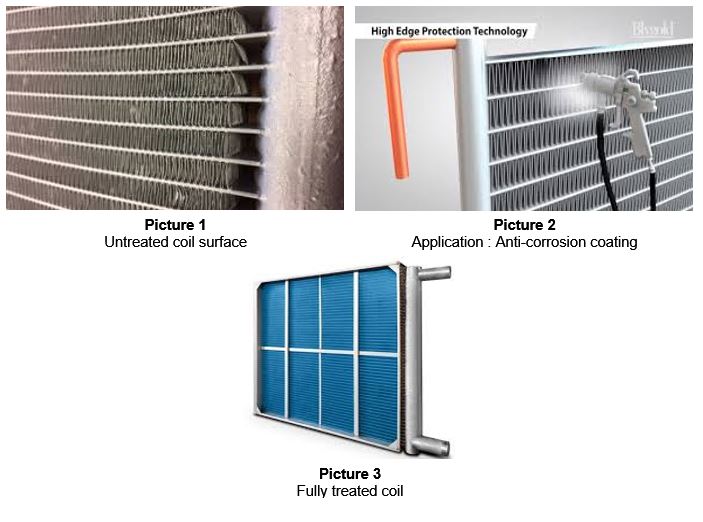
Whilst aluminium has relatively good corrosive resistance, it is extremely vulnerable to salt water, airborne spray, and particulate attack. Ongoing high quality protective coating application is absolutely essential over the full life of the chiller.
Whilst expensive, such costings cannot be neglected or ignored. To do so will be tantamount to economic suicide, given the R 200,000.00 price tag for each full heat exchanger panel (in the case of a 12 panel 800 kW chiller, this could cost in the order of R 2, 400, 000.00 (excl. VAT).
By way of a comparison, the end-user price of a new top-end 800 kW(r) air-cooled chiller, at todays rates, is in the order of +/- R 3, 200, 000.00 (excluding installation costs).
Other challenges facing the use of MCHEs are, (1) limited infrastructure and technical support facilities, (2) space availability, (3) lack of skilled technicians familiar with MCHE technology, (4) difficulty in achieving effective leak repairs in the field and, (5) challenges in achieving the correct refrigerant charge.
Monetary constraints due to higher initial manufacturing costs and the need for specialised maintenance, can be a barrier for widespread acceptance, particularly in cost-sensitive markets.
As previously mentioned, the real possibility of refrigerant leaks can be particularly problematic due to the high cost of each heat exchanger replacement panel. This and the difficulty in effecting a permanent repair (in the event of a leak) has no doubt lead to a degree of resistance for the wider use of icrochannel heat exchangers in the field.
Vibration is widely thought to be a possible factor when addressing the refrigerant leak issues associated with an air-cooled chiller installation, although no conclusive evidence has been proved to date. Nevertheless, it would be prudent to ensure the installation of adequate anti-vibration mountings as a matter of course, with the view to eliminate any high frequency “vibration harmonics” that could well be associated with the various chiller components once installed.
Packaging, delivery, and handling of the chiller from point of manufacture to site, is an extremely important aspect for consideration. Proper handling, shipping, and site control management is essential, due to the delicate nature of the aluminium materials used.
In closing, the engineer should always give close attention to each of the various factors that will ultimately influence his final decision on the way forward, be it initial cost, operating costs, client relations, longevity, environmental impact, and the like.
Patrick Burke FSAIRAC
RPM Consulting Engineers
“Protecting the coil against corrosion is paramount for ensuring optimum operating life”
Chemical coil cleaning
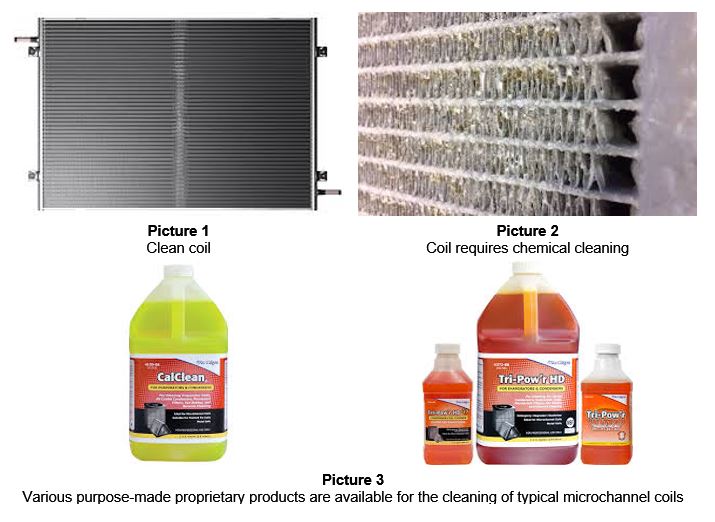
Regular Cleaning is Essential for Maintaining optimum efficiency




